Application of Laser Cleaning Prior to Laser Welding of Aluminum Alloys
Aluminum alloys are typically used in the automotive and aviation industries due to their light weight, corrosion resistance, and flexibility. Aside from aluminum, which is the primary ingredient, other elements such as magnesium, manganese, silicon, tin, zinc, and copper can also be found in aluminum alloys. The parts for aluminum alloys are joined using several processes, including mechanical fastening, arc welding, and laser welding. In laser welding, disk lasers are typically used. Disk lasers are characterized by a thin active medium, with a heat sink on one side and a laser output on the other. Filler wires used for typical welding operations are also used for laser welding of aluminum alloys. Figure 1 shows the process of laser welding with filler wire.
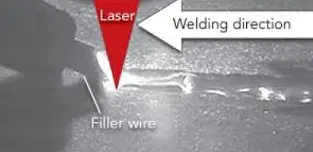
Figure 1: Laser welding with filler wire. Picture taken from Laser Focus World, Industrial Laser Solutions.
Although laser welding is a fast process compared to other similar techniques, a problem arises during it. A vast amount of porosity appears in the surface oxide layer of the alloy, which gives rise to a reduction in joint strength as compared to the parent material by a factor of 2 or more. Hydrogen atoms trapped on the surface as contaminants are released by heat and move into the surface. After the heat of laser welding is removed and the surface solidifies, surface porosity can result. Figure 2 shows the porosity of the surface due trapping of hydrogen bubbles.

Figure 2: Appearance of Porosity due to hydrogen bubbles in aluminum alloys. Picture taken from ESAB welding and cutting products.
The molten aluminum pool created by the laser welding process traps hydrogen molecules, which are released as porosity when the material solidifies. Other organic surface contaminants, such as oil and grease, can also contribute to hydrogen molecule trapping. The hydrogen bubbles typically move more slowly than the speed of liquid solidification, and hence they get trapped. The bubble speed, which depends on several properties such as the bubble radius, fluid density, and viscosity, can be calculated. The diameter of the trapped hydrogen bubbles is typically of the order of tens of microns.
Aside from the trapping of hydrogen molecules in the surface oxide layer of the alloy, when the laser fluence (power per unit area) exceeds a specific limit (of the order of megawatts per square centimeter), in a process known as keyhole welding, the porosity could penetrate the bulk of the material. As the high-energy-density laser beam evaporates the aluminum alloy, it generates a high recoil pressure and penetrates deep into the material. If the material surface tension is greater than the vapor recoil pressure, or the material solidifies quickly, the bubbles get trapped in the heat zone and form large porosities of the order of 0.5 microns in diameter. Figure 3 shows the keyhole welding and keyhole porosity.
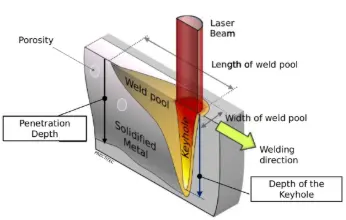
Figure 3: Keyhole welding and keyhole porosity. Picture taken from Research Gate.
To fix this problem, laser cleaning of the aluminum alloy surface can be performed prior to laser welding. The laser cleaning mechanism would clean the surface and remove most contaminants, preventing them from contributing to the formation of porosity during laser welding. Based on a study of laser cleaning of an aluminum alloy that contained small concentrations of copper, fluorine, and manganese (Reference 1), it was found that, depending on the laser power, there can be a 10-90% porosity level produced. However, by performing laser cleaning prior to laser welding, the porosity level was reduced to less than 1% in all cases.

Figure 4: Pulsed laser cleaning of cast aluminum-silicone alloy. The picture has been taken from YouTube.
Allied Scientific Pro has offered a state-of-the-art laser cleaning system, LaserBlast-100, which uses a pulsed NIR laser and is highly effective at rapidly removing contamination from metal surfaces. The laser engine delivers 100W or more of power and a variable pulse width of 10-130 nsec, with a repetition rate up to 55 kHz. Figure 5 shows this laser cleaning system.

Figure 5: LaserBlast100 Cleaning System offered by Allied Scientific Pro.
Visit our dedicated website on Laser Cleaning Machines to learn more
Reference: Laser cleaning prior to laser welding of aluminum alloys. Industrial Laser Solutions for Manufacturing, 2015.