This article summarizes laser technology applied to the production of Li: Ion batteries from a detailed paper on the topic (Reference 1). The specific applications discussed are:
a) Laser cutting of electrodes
b) Laser annealing of electrodes
c) Laser drying of electrodes
d) 3D battery concept
For all these applications a ns fiber laser can be used.
a) Laser Cutting of electrodes:
Traditionally, mechanical blanking is used for cutting of the electrodes but the method suffers from tool wear and inflexibility in regards to electrode design. Laser cutting is an alternative for cutting of the electrodes (Reference 1, Reference 2). In order for the laser cutting to be competitive with punching, it should be able to cut one to two electrode sheets per second for High Energy (HE) cells with a pouch cell design and a typical electrode film thickness of 100-150 mm. Figure 1 shows the process of cutting of an electrode using a Near-IR fiber laser at 1064 nm and an F-teta lens. This work was done on a lithium nickel manganese cobalt oxide (NMC) electrode
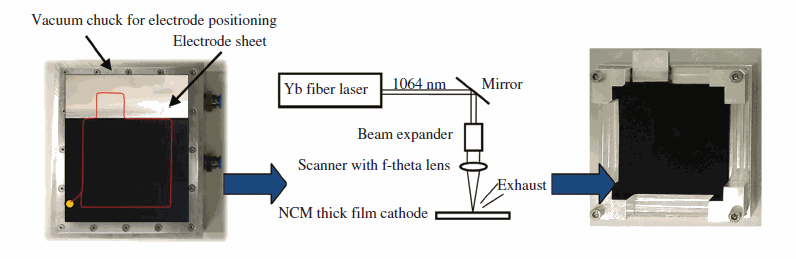
Figure 1: Cutting of NMC electrode using a near IR laser (Reference 1)
Thermal impact is a concern when laser cutting is used and even with optimized laser parameters, the effects of the thermal impact of laser cutting can not be ignored. The thermal impact is a function of laser pulse width and the laser pulse repetition rate. Shorter pulse widths in the femtosecond range, minimize the thermal diffusion length. For example for a 200 nsec pulse width laser, the thermal diffusion length is 350 nm, but for a 350 fs pulse width laser the diffusion length is of the order of 0.5 nm. Pulse repetition rates also affect the heat accumulation. When this parameter is low . the energy loss by heat conduction is the dominant factor but for high repetition rates the average surface temperatures increases. Although due to increase in the surface temperature, the removed material quantity per laser pulse can increase, this could also cause melting and damage the electrode material. A trade-off is needed to have a more efficient process but not to cause damage to the electrode material.
b) Laser Annealing of electrodes:
Laser annealing is also very powerful in controlling the crystalline phases in cathode thin films. Rapid laser annealing has already been shown for crystallization of cathodes such as LiCoO2 and LiM2O4 thin films. Besides the crystalline phase, the grain size can be controlled as a function of annealing time. In the case of LiCoO2 is was shown that a suitable annealing temperature is between 400º-700º C. Lower temperatures that 400º C result in insufficient conversions and the higher temperatures than 700º C lead to formation of contamination phase (CO3O4).
c) Laser Drying of electrodes:
Figure 2 shows the process chain for the production of thick film electrodes. During the drying process the wet electrode is exposed to the line focus of a high power fiber laser.
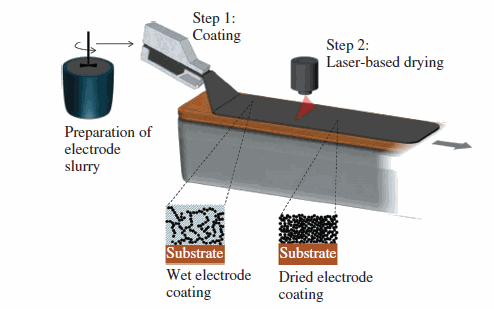 Figure 2: laser based drying in the production of thick film electrodes (Reference 1)
Figure 2: laser based drying in the production of thick film electrodes (Reference 1)
Recently the technology for laser based drying for anode (graphite) and Cathode (LiFe PO4) has been developed. A fiber laser of 450 watts and operating at 1070 nm was used. It was found that many characteristics such as electrode morphology, residual moisture and electro-chemical performance were the same whether the electrode was dried by the laser process or by conventional processes. In comparison, the laser process improved the energy consumption by a factor of 2 as compared to the Oven process. However, the processing speed for the laser drying is slow and needs to improve.
d) 3D battery concept:
Battery performance can be improved by laser structuring of composite electrodes and converting the 2D battery design to a 3D battery design. Laser manufacturing of 3D Lithium batteries was done by fabricating micro-and nano-structured architectures. This could potentially double the energy density by increasing the limited space available. With the electrode fabricated by laser ablation, the 3D and high aspect ratio battery was made. The laser engineered structure provides an increase in cycle retention, power density and energy density. Figure 3 shows the comparison between a 2D structured battery and a 3D battery
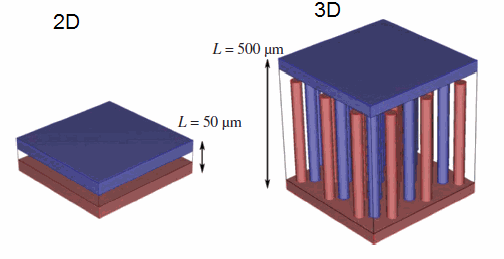 Figure 3: Comparing 2D and 3D battery structures (Reference 1)
Figure 3: Comparing 2D and 3D battery structures (Reference 1)
Allied Scientific Pro offers fiber laser cutting solutions. For more information, refer to the following link:
https://www.asensetekca.com/ blog/ welcome-to - our - blog - 1/post/ application - of-laser-technology-to-li-ion-battery-production-87#
UV lasers such as excimer lasers of power 10-20 watts are traditionally used for higher resolution of laser ablated patterns in an electrode. However the processing speed is very slow and suites micro-batteries with a small footprint area. For higher processing speeds of laser ablated patterns in an electrode, nano-second fiber lasers can be used which can take care of large footprint areas.
2-Influence of Laser-Generated Cutting Edges on the Electrical Performance of Large Lithium-Ion Pouch cells, T.Jansen et.al, batteries 2019, 5, 73.