Laser cleaning for paint removal applications has attracted much attention in recent years because the traditional methods of removing paint such as sand blasting and chemical paint stripping produce a lot of environmental pollution. It is time to utilize a green solution for paint stripping. It is possible to do a high quality job and remove coating using laser by properly controlling its parameters such as the pulse width, the fluence, the repetition rate and also the beam size [Reference 1] Laser paint removal advantages can be summarized below as follows:
● Consumable reduction
● Secondary waste reduction
● No mechanical damage to the substrate using controlled laser parameters
● Better adhesion due to reduced surface roughness
● Faster than traditional methods
● More efficient than traditional methods
There are two processes by which laser cleaning can be achieved. The first one is laser ablation where a high energy pulse or an intense CW beam will generate a plasma in the coating and a shock wave resulting from the plasma, blasts the coating into particles. The second is thermal decomposition where a lower energy CW beam or a long pulse can heat the surface and eventually evaporate the coating layer. These two mechanisms are shown in in Figure 1 and Figure 2.
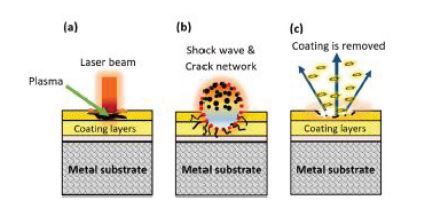
Figure1: Laser ablation steps [Reference1]
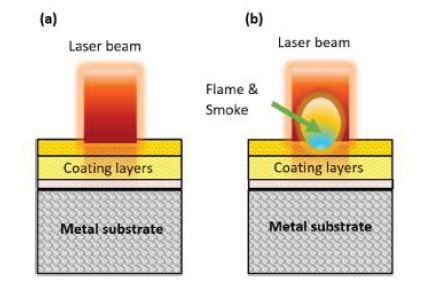
Figure 2: Thermal decomposition steps [Reference 1]
Whatever the mechanism may be, an uncontrolled laser parameter could potentially damage the substrate and create problems. Both CW lasers and Pulsed lasers can be used for laser cleaning but one needs to understand the different effects that these laser produce on different substrates. CW laser’s absorption by a substrate depends on its wavelength and generally the shorter the wavelength, the more will be the absorption. On the other hand, for classic pulsed lasers, the depth of penetration LT into the substrate is independent of the wavelength and instead depends on the pulse width of the laser τ p and the diffusivity of the substrate D as shown by equation 1.

For a classic pulsed laser, the increase in pulse width, increases the ablation threshold which in defined as the minimum energy required to remove a unit of volume of the material according to the equation:

Where ρ is the density, H v is the heat of vaporization (amount of heat required to vaporize unit mass of a material in Joules/gm). So, longer pulse will reduce ablation efficiency. There is also a dependence on pulse repetition rate for the classic pulsed laser whereby the ablation efficiency increases with increasing repetition rate.
A study has been conducted to study the CW and pulsed mode of operation of a laser using a 1.07 μ m fiber laser [Reference 2]. In the study the same CW laser has been turned on and off to produce a long width pulse. This study has found that in CW mode, the specific energy which is defined as the amount of energy in joules to remove unit volume of a material (in mm 3 ) and is inversely proportional to ablation efficiency is reduced with increase in scanning speed and also laser power. For the pulsed mode, it was found that the ablation efficiency depends on the duty cycle (ratio of pulse width to time interval between two pulses). Increasing in the duty cycle, increased the ablation efficiency. This is opposite to classic pulsed lasers where at a fixed repetition rate, increasing the pulse width (and hence increasing the duty cycle) will decrease the ablation efficiency. Figure 3 compares the plot of specific energies vs. power and scan speed for a CW laser and pulsed laser (i.e., CW laser turned on and off) at 1 kHz for a stainless steel substrate.
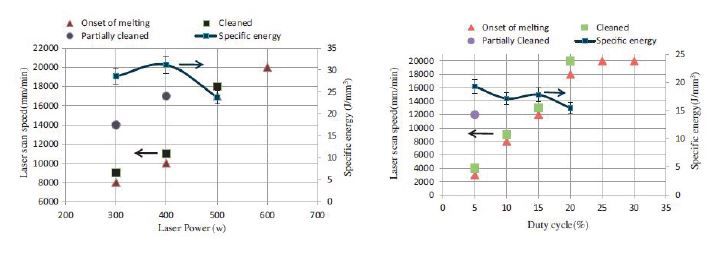 Figure 3: Left figure shows the CW laser specific energy vs. the laser power and the right figure shows the 1 kHz pulsed specific energy vs. the laser duty cycle [Reference 2]
Figure 3: Left figure shows the CW laser specific energy vs. the laser power and the right figure shows the 1 kHz pulsed specific energy vs. the laser duty cycle [Reference 2]
The pulsed laser (i.e., CW laser turned on and off) is at 1800 W peak power and its average power is almost the same as the CW laser but one can observe from the graph that the specific energies are almost a factor of 2 lower for the pulsed mode as compared to CW mode. The CW mode seems to have more loss as compared to the pulsed mode due to its laser power remaining at the peak all the time.
However, the operation mode of the laser is not the only consideration for the decision to go with a pulsed (i.e., CW turned on and off) or CW lasers for laser cleaning. The scanning mode is also another important consideration that needs to be taken into account. What is important to have is a short interaction time between the laser beam and the coating, so the effect of
thermal damage is minimal. This can be achieved either by using a short pulse of high peak intensity or by using a CW laser and a fast scanning speed.
Considering that the CW laser power is usually more powerful, more affordable and more robust as compared to pulsed lasers, their use for laser cleaning is not a bad option. Unfortunately galvo scanners which were used traditionally for laser cleaning, can’t handle multi-kilowatt lasers. The galvo scanners for high power lasers are also quite heavy and are incapable of operating at high scanning speeds. For this reason a new type of scanner called the polygon scanner has been suggested that has only one moving part which is the polygon [Reference 3]. These polygon scanners are capable of handling higher laser powers and have been proven to be three times faster than galvo scanners. Using a modest rotational speed, the polygon scanner can produce a surface scanning velocity exceeding 50 meters per second. This high scanning speed permits short interaction time of the beam with the work surface and allows very high laser power to be utilized. Figure 4 shows the design of the polygon scanner
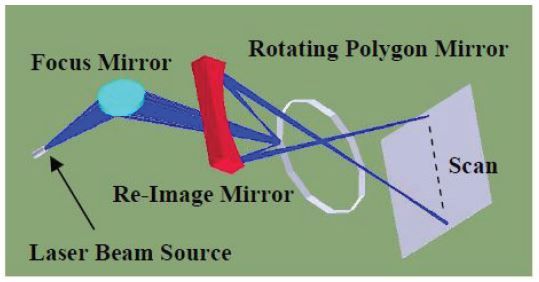
Figure 4: Design of Polygon scanner [Reference 3]
In conclusion the choice of using a CW or a Pulsed laser (i.e., a CW turned on and off or a classic short pulse laser) for laser cleaning depends on several factors such as the type of the substrate, the absorptivity of the coating and the costs of laser. The combination of a polygon scanner and a CW laser which can produce a fast scanning speed is a promising option that cans be considered when classic pulsed lasers are not available.
References :
1- A review of incorporating Nd:YAG laser cleaning principle in automotive industry, M.K.A.A Razab et al, journal of radiation research and applied sciences 11 (2018).
2- Effect of laser operating mode in paint removal with a fiber laser, Y.K.Maduhukar et.al, Applied surface science 264 (2013).
3- Polygon scanner for laser paint stripping, S.Ream and C.Walters, ICALEO 2010 , 444 (2010); https://doi.org/10.2351/1.5062063